
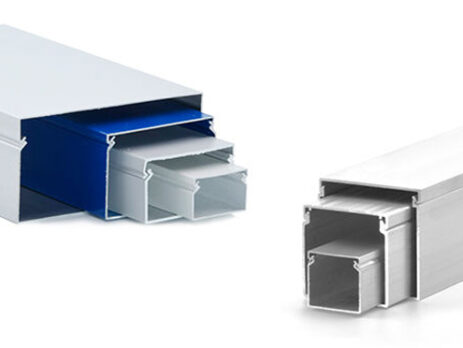
chúng tôi có thể làm kích thước khác nhau hình dạng khác nhau theo nhu cầu của khách hàng
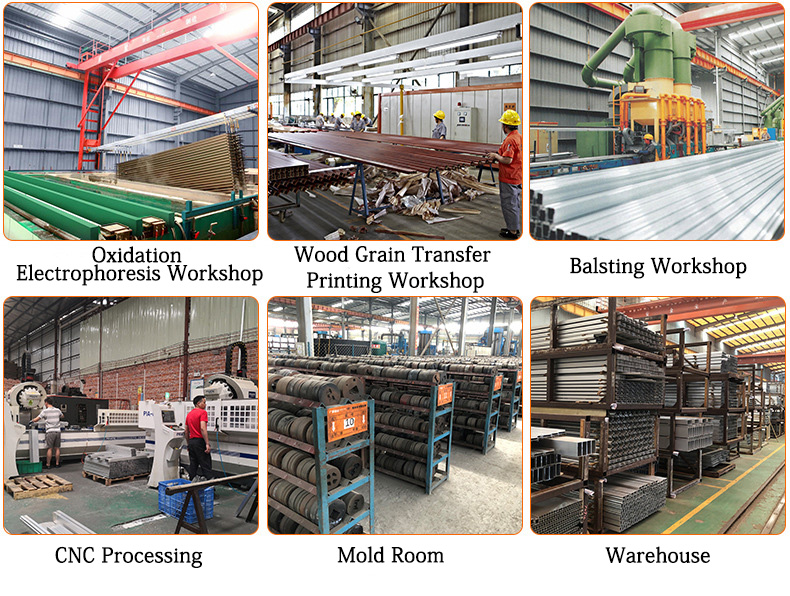
Gia công hồ sơ nhôm bao gồm nấu chảy, đùn và tô màu.(Phím tô màu bao gồm: Quá trình oxy hóa, quá trình điện di, sơn phun fluorocarbon, phun bột tĩnh điện, chuyển hạt gỗ, vân vân.)
1. Nóng chảy là quá trình đầu tiên của quá trình xử lý và sản xuất nhôm định hình.
Toàn bộ quá trình quan trọng là:
(1) Gia vị: Theo mô hình hợp kim nhôm thực tế phải được sản xuất, tính toán lượng bổ sung của các thành phần hợp kim nhôm khác nhau, và kết hợp hiệu quả các nguyên liệu thô khác nhau.
(2) luyện kim: Thêm nguyên liệu đã chọn vào lò luyện để nấu chảy theo yêu cầu của công nghệ chế biến, và loại bỏ hợp lý xỉ và hơi trong quá trình nấu chảy theo phương pháp khử khí và tinh chế xả xỉ.
(3) rèn: Dung dịch lithium bromide nấu chảy được làm lạnh và đúc thành các thanh đúc tròn có thông số kỹ thuật và kiểu dáng khác nhau theo các tiêu chuẩn quy trình rèn nhất định và theo phần mềm hệ thống rèn giếng nước sâu.
2. Đùn là quá trình thứ hai của xử lý hồ sơ nhôm.
Đùn đùn là một phương pháp gia công và tạo hình nhôm định hình. Đầu tiên, theo phương án thiết kế mặt cắt ngang của sản phẩm profile, công cụ mài mòn được sản xuất, và thanh đúc tròn được gia nhiệt được ép đùn từ dụng cụ mài mòn bằng máy đùn. Loại phổ biến 6063 Hợp kim nhôm cũng sử dụng toàn bộ quá trình xử lý nhiệt làm mát bằng không khí và toàn bộ quá trình lão hóa nhân tạo sau khi ép đùn để tăng cường quá trình xử lý nhiệt. Các loại hợp kim nhôm tăng cường xử lý nhiệt khác nhau có các quy tắc và quy định về quy trình xử lý nhiệt khác nhau.
3. Tô màu (đây là chìa khóa cho toàn bộ quá trình oxy hóa) cũng là một bước chính của quá trình xử lý hồ sơ nhôm.
Anodizing: Anodizing là một trong những bước quan trọng trong quá trình gia công profile nhôm. Khả năng chống ăn mòn bề mặt của cấu hình hợp kim nhôm ép đùn không mạnh. Các giải pháp bề mặt phải được thực hiện theo phương pháp anodizing để nâng cao khả năng chống ăn mòn, chống mài mòn của profile nhôm. và vẻ đẹp của bề mặt.
Toàn bộ quá trình quan trọng là:
(1) Chuẩn bị bề mặt: Sử dụng hóa học hữu cơ hoặc vật lý để làm sạch bề mặt của profile, tiết lộ những thói quen thuần khiết, để có được thông tin chi tiết, màng oxit người mật độ cao. Kính tráng gương hoặc mờ (mờ) bề mặt cũng có thể thu được tùy thuộc vào phương tiện cơ học.
(2) Anodizing: Theo tiêu chuẩn công nghệ xử lý nhất định, bề mặt của cấu hình được xử lý trước được anod hóa trên bề mặt thông thường và chuyển thành màng AL203 với mật độ cao, cấu trúc xốp và hấp phụ mạnh.
(3) Vữa gia cố: Độ xốp của màng oxit cấu trúc xốp chuyển thành màng anodized được đóng lại, giúp cải thiện việc kiểm soát ô nhiễm, khả năng chống ăn mòn và chống mài mòn của màng oxit. Màng oxit hoàn toàn trong suốt không màu. Lực hấp phụ mạnh của màng oxit trước khi phun vữa gia cố được sử dụng để hấp thụ và tích tụ một số muối kim loại trong các lỗ rỗng của màng, để bề mặt của biên dạng có thể hiển thị nhiều tông màu khác ngoài màu cơ bản (bạc), chẳng hạn như: xám đen, đồng, màu cam và thép không gỉ.
Sơ đồ quy trình sản xuất và gia công profile nhôm
Một mô tả ngắn gọn về các từ khóa của xử lý hồ sơ nhôm:
luyện kim: Nguyên liệu chính là nhôm phế liệu (GB/T1196) trên AL99,70, thêm thỏi hợp kim nhôm-silicon-nhôm, nung nóng và nấu chảy thỏi magie, và nhiệt độ luyện kim là 730oC ~ 750oC.
rèn: Mức độ tương tự của quá trình rèn hàng đầu dày đặc được sử dụng, và các khuôn đúc liên tục khác nhau được sử dụng để sản xuất phôi nhôm với đường kính và thông số kỹ thuật khác nhau.
Đúc đồng nhất: sử dụng 575 oC cách nhiệt cho 6 giờ để hạ nhiệt nhanh chóng.
Phun ra: Thỏi nhôm được nung nóng đến khoảng 450oC, và các chất mài mòn cần thiết được sử dụng để ép đùn các cấu hình có thông số kỹ thuật và mô hình khác nhau, và nhiệt được tiêu tán bằng cách làm mát bằng không khí hoặc làm mát bằng nước ở tốc độ cao, làm thẳng, cưa, và đóng khung.
Tính kịp thời: 190 oC ~ 195 oC cách nhiệt cho 3.5 giờ lên xuống, tiếp theo là công nghệ xử lý làm mát bằng không khí bắt buộc.
Anodizing (tô màu): Cấu hình nhôm được anod hóa, và chất điện phân pin lithium được đặt trong nguồn điện. Anodizing làm cho các phân tử oxy và phân tử oxy có đặc tính oxy hóa mạnh, được chuyển thành lớp bảo vệ Al2O3 chất lượng cao trên bề mặt nhôm định hình. độ dày lớp, màu áp dụng công nghệ xử lý màu điện phân, và các ion kim loại (ion dương niken, ion dương thiếc) được bổ sung vào độ dày của lớp bảo vệ Al2O3, để màng oxit thể hiện tông màu khác, và hồ sơ nhôm được xử lý.
Vữa gia cố: Ni2, Công nghệ xử lý lỗ kín F-lạnh được áp dụng.
Sơn theo nguyên lý điện di: đặt anodized (màu) hồ sơ vào bể điện di, và kết nối nguồn điện để làm cho nhũ tương acrylic bám vào bề mặt của hồ sơ.
Sấy khô và hóa rắn: Các biên dạng được sơn theo nguyên lý điện di được sấy khô và đông đặc trong không khí lên xuống để 30 phút ở nhiệt độ 180-20 °C.
Sơn phun bột: Tấm profile nhôm được xử lý trước khi mạ crôm, và lớp phủ kiến trúc dạng bột được thi công theo phương pháp phun bột tĩnh điện.
Sấy khô và hóa rắn: Nướng hồ sơ của lớp phủ kiến trúc dạng bột ở 200°C trong mười phút.
Bánh răng, luồng dải, và nhấn: sử dụng công nghệ xử lý profile nhôm dạng dải để sản xuất profile nhôm cách nhiệt, và trước hết là sản xuất nhôm định hình có khe, và sử dụng máy móc và thiết bị mài bánh răng đặc biệt để đưa ra các rãnh có răng sâu 0,5 ~ 1,0Mm.. Thông qua dải đệm cửa và cửa sổ polyester PA66-GF, Hai thanh nhôm định hình này được kết hợp với nhau bằng máy ép để tạo ra các thanh định hình nhôm cách nhiệt có đặc tính bảo vệ môi trường và tiết kiệm năng lượng..
Victory Aluminium là nhà sản xuất chuyên nghiệp các sản phẩm nhôm,nếu bạn muốn nhôm tùy chỉnh,vui lòng liên hệ với chúng tôi tại web:www.vametalsupply.com , e-mail:sales@vametalsupply.com
 Hỗ trợ bởi
Hỗ trợ bởi 