
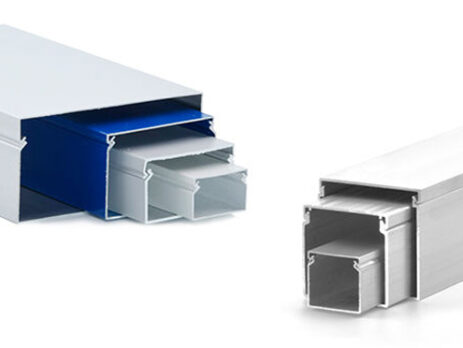
profilo di estrusione di alluminio personalizzato e accessori in alluminio
Lavorazione di profili in alluminio inclusa la fusione, estrusione e colorazione.(La chiave da colorare include: ossidazione, processo di elettroforesi, verniciatura a spruzzo con fluorocarburi, spruzzatura elettrostatica di polvere, trasferimento delle venature del legno, eccetera.)
1. La fusione è il primo processo di lavorazione e produzione di profili in alluminio.
L'intero processo chiave è:
(1) stagionatura: Secondo l'attuale modello in lega di alluminio che deve essere prodotto, calcolare la quantità aggiunta di vari componenti in lega di alluminio, e abbinare efficacemente varie materie prime.
(2) Fusione: Aggiungere le materie prime selezionate al forno fusorio per la fusione secondo i requisiti della tecnologia di lavorazione, e rimuovere ragionevolmente le scorie e i vapori nella massa fusa secondo i metodi di degasaggio e raffinazione dello scarico delle scorie.
(3) Forgiatura: La soluzione di bromuro di litio fusa viene refrigerata e fusa in barre fuse rotonde di varie specifiche e modelli secondo determinati standard di processo di forgiatura e secondo il software del sistema di forgiatura di pozzi in acque profonde.
2. L'estrusione è il secondo processo di lavorazione del profilo in alluminio.
L'estrusione è un modo di lavorare e formare profili in alluminio. Primo, secondo il piano di progettazione della sezione trasversale del prodotto del profilo, viene prodotto l'utensile abrasivo, e la barra fusa tonda riscaldata viene estrusa dall'utensile abrasivo da un estrusore. Il tipo comune 6063 la lega di alluminio utilizza anche un intero processo di trattamento termico raffreddato ad aria e l'intero processo di invecchiamento artificiale dopo l'estrusione per rafforzare il processo di trattamento termico. Diversi tipi di leghe di alluminio trattate termicamente migliorate hanno regole e regolamenti diversi sul processo di trattamento termico.
3. Colorazione (qui la chiave dell'intero processo di ossidazione) è anche una delle fasi principali della lavorazione dei profili in alluminio.
Anodizzazione: L'anodizzazione è uno dei passaggi importanti nella lavorazione dei profili in alluminio. La resistenza alla corrosione superficiale dei profili in lega di alluminio estruso non è forte. Le soluzioni superficiali devono essere eseguite secondo l'anodizzazione per migliorare la resistenza alla corrosione e all'usura dei profili in alluminio. e la bellezza della superficie.
L'intero processo chiave è:
(1) Preparazione della superficie: Usa la chimica organica o la fisica per pulire la superficie del profilo, rivelando pura routine, al fine di ottenere un dettagliato, film di ossido umano ad alta densità. Specchio in vetro o opaco (opaco) le superfici possono essere ottenute anche a seconda dei mezzi meccanici.
(2) Anodizzazione: In base a determinati standard di tecnologia di elaborazione, la superficie del profilo pretrattato viene anodizzata sulla superficie convenzionale e trasformata in un film AL203 ad alta densità, struttura porosa e forte assorbimento.
(3) Rinforzo per fughe: La porosità della pellicola di ossido a struttura porosa convertita nella pellicola anodizzata è chiusa, che migliora il controllo dell'inquinamento, resistenza alla corrosione e resistenza all'usura del film di ossido. Il film di ossido è completamente trasparente senza colore. La forte forza di adsorbimento del film di ossido prima della stuccatura del rinforzo viene utilizzata per assorbire e accumulare alcuni sali metallici nei pori del film, in modo che la superficie del profilo possa presentare molti toni diversi dal colore primario (d'argento), come: grigio Nero, rame, arancio e acciaio inossidabile.
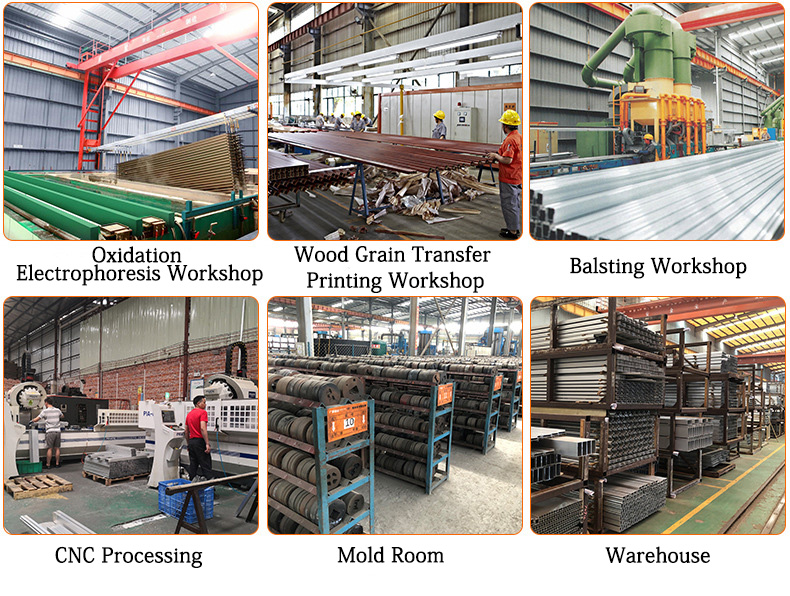
Diagramma schematico della lavorazione del profilo in alluminio e del processo di produzione manifatturiera
Una breve descrizione delle parole chiave della lavorazione dei profili in alluminio:
Fusione: La materia prima chiave è l'alluminio di scarto (GB/T1196) sopra AL99.70, aggiunta di lingotti in lega di alluminio-silicio-alluminio, riscaldamento e fusione di lingotti di magnesio, e la temperatura di fusione è 730 ℃ ~ 750 ℃.
Forgiatura: Viene utilizzato lo stesso livello di processo di forgiatura della parte superiore della fila densa, e diversi stampi di colata continua vengono utilizzati per produrre lingotti di alluminio con diversi diametri e specifiche.
Omogeneizzazione della colata: uso 575 ℃ isolamento termico per 6 ore per raffreddare rapidamente.
Estrusione: Il lingotto di alluminio viene riscaldato a circa 450 ℃, e gli abrasivi necessari vengono utilizzati per estrudere profili di varie specifiche e modelli, e il calore viene dissipato mediante raffreddamento ad aria o ad acqua ad alta velocità, raddrizzamento, segare, e inquadratura.
Tempestività: 190 ℃ ~ 195 ℃ isolamento termico per 3.5 ore su e giù, seguita dalla tecnologia di elaborazione raffreddata ad aria obbligatoria.
Anodizzazione (colorazione): Il profilo in alluminio è anodizzato, e l'elettrolito della batteria al litio è inserito nell'alimentatore. L'anodizzazione fa sì che le molecole di ossigeno e le molecole di ossigeno abbiano forti proprietà ossidanti, che vengono convertiti in uno strato di protezione Al2O3 di alta qualità sulla superficie del profilo in alluminio. Spessore dello strato, la colorazione adotta la tecnologia di elaborazione della colorazione elettrolitica, e gli ioni metallici (ioni nichel positivi, ioni positivi stannosi) vengono aggiunti allo spessore dello strato protettivo Al2O3, in modo che il film di ossido mostri una diversa tonalità di colore, e il profilo in alluminio viene lavorato.
Rinforzo per fughe: Ni2, Viene adottata la tecnologia di elaborazione del foro di tenuta F-freddo.
Dipingi con il principio dell'elettroforesi: mettere l'anodizzato (colorato) profilo nella vasca di elettroforesi, e collegare l'alimentazione per far aderire l'emulsione acrilica alla superficie del profilo.
Essiccazione e solidificazione: I profili verniciati secondo il principio dell'elettroforesi vengono essiccati e solidificati nell'aria su e giù per 30 minuti ad una temperatura di 180-20 °C.
Verniciatura a polvere: La piastra del profilo in alluminio viene risolta prima della cromatura, e il rivestimento architettonico in polvere viene applicato secondo la spruzzatura di polvere elettrostatica.
Essiccazione e solidificazione: Cuocere i profili delle vernici in polvere per architettura a 200°C per dieci minuti.
Dentatura degli ingranaggi, filettatura a striscia, e premendo: utilizzare la tecnologia di lavorazione dei profili in alluminio a strisce per produrre profili in alluminio termoisolanti, e in primo luogo produrre profili in alluminio con asole, e utilizzare macchine e attrezzature speciali per dentatrici per ingranaggi per distribuire sulle fessure denti profondi 0,5 ~ 1,0 mm. Attraverso il nastro sigillante per porte e finestre in poliestere PA66-GF, i due profili in alluminio vengono accoppiati tra loro con una pressa per produrre profili in alluminio termoisolanti con proprietà di protezione ambientale e risparmio energetico.
Victory Aluminium è un produttore professionale di prodotti in alluminio,se lo desidera alluminio personalizzato,per favore contattaci al web:www.vametalsupply.com , e-mail:sales@vametalsupply.com
 Supporto di
Supporto di 