
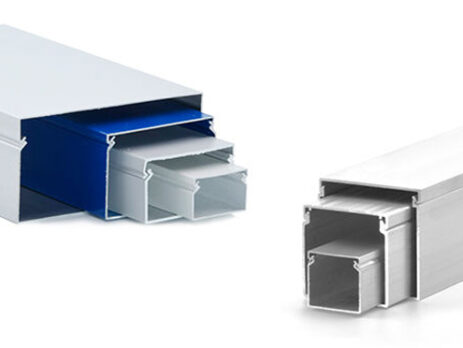
afin de réaliser les connexions internes qui belle apparence
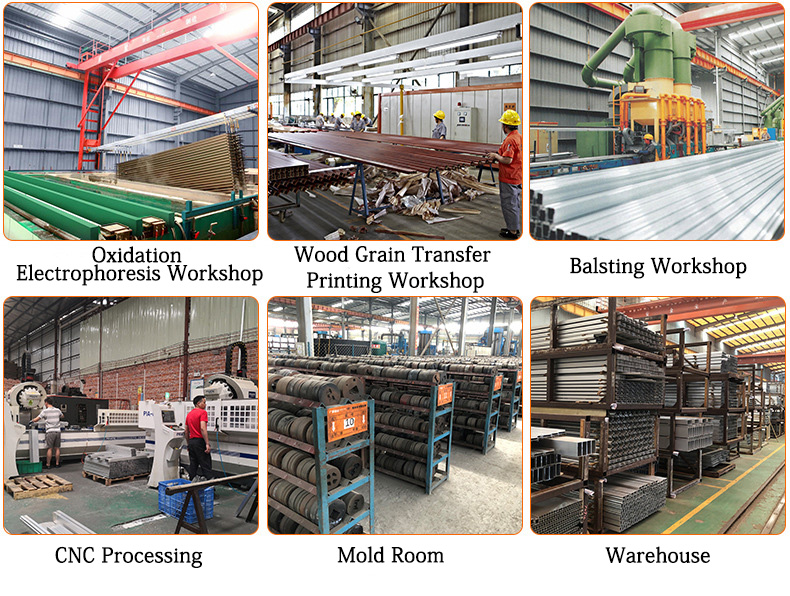
Traitement des profilés en aluminium, y compris la fusion, extrusion et coloration.(La clé de coloration comprend: x90-2, processus d'électrophorèse, peinture au pistolet au fluorocarbone, pulvérisation de poudre électrostatique, transfert de grain de bois, etc.)
1. La fusion est le premier processus de traitement et de fabrication de profilés en aluminium.
L'ensemble du processus clé est:
(1) assaisonnement: Selon le modèle réel en alliage d'aluminium qui doit être produit, calculer la quantité ajoutée de divers composants en alliage d'aluminium, et correspondre efficacement à diverses matières premières.
(2) Fonte: Ajouter les matières premières sélectionnées au four de fusion pour les faire fondre selon les exigences de la technologie de traitement, et éliminer raisonnablement les scories et la vapeur dans la fonte selon les méthodes de dégazage et de raffinage par décharge des scories.
(3) Forgeage: La solution de bromure de lithium fondue est réfrigérée et coulée en tiges rondes coulées de diverses spécifications et modèles selon certaines normes de processus de forgeage et selon le logiciel du système de forgeage de puits en eau profonde..
2. L'extrusion est le deuxième processus de traitement des profilés en aluminium.
L'extrusion est un moyen de traiter et de former des profilés en aluminium. D'abord, selon le plan de conception de la section transversale du produit profilé, l'outil abrasif est produit, et la barre moulée ronde chauffée est extrudée de l'outil abrasif par une extrudeuse. Le type commun 6063 l'alliage d'aluminium utilise également tout un processus de traitement thermique refroidi par air et tout le processus de vieillissement artificiel après extrusion pour renforcer le processus de traitement thermique. Différents types d'alliages d'aluminium améliorés par un traitement thermique sont soumis à des règles et réglementations différentes en matière de processus de traitement thermique..
3. Coloration (voici la clé de tout le processus d'oxydation) est également une étape principale du traitement des profilés en aluminium.
Anodisation: L'anodisation est l'une des étapes importantes du traitement des profilés en aluminium. La résistance à la corrosion de surface des profilés en alliage d'aluminium extrudé n'est pas forte. Les solutions de surface doivent être réalisées selon l'anodisation pour améliorer la résistance à la corrosion et la résistance à l'usure des profilés en aluminium. et la beauté de la surface.
L'ensemble du processus clé est:
(1) Préparation de surface: Utiliser la chimie organique ou la physique pour nettoyer la surface du profil, révélant de pures routines, afin d'obtenir un détail, film d'oxyde humain haute densité. Verre miroir ou mat (mat) des surfaces peuvent également être obtenues en fonction des moyens mécaniques.
(2) Anodisation: Sous certaines normes de technologie de traitement, la surface du profilé prétraité est anodisée sur la surface conventionnelle et transformée en un film AL203 à haute densité, structure poreuse et forte adsorption.
(3) Renfort de jointoiement: La porosité du film d'oxyde de structure poreuse converti en film anodisé est fermée, ce qui améliore le contrôle de la pollution, résistance à la corrosion et résistance à l'usure du film d'oxyde. Le film d'oxyde est complètement transparent sans couleur. La forte force d'adsorption du film d'oxyde avant le renforcement du jointoiement est utilisée pour absorber et accumuler certains sels métalliques dans les pores du film., de sorte que la surface du profil puisse montrer de nombreux tons autres que la couleur primaire (argent), tel que: gris Noir, cuivre, orange et acier inoxydable.
Diagramme schématique du processus de traitement et de fabrication des profilés en aluminium
Une brève description des mots clés du traitement des profilés en aluminium:
Fonte: La matière première clé est la ferraille d’aluminium (GB/T1196) au-dessus de AL99.70, ajout de lingots d'alliage aluminium-silicium-aluminium, chauffage et fusion de lingots de magnésium, et la température de fusion est de 730 ℃ ~ 750 ℃.
Forgeage: Le même niveau de processus de forgeage dense en rangées est utilisé, et différents moules de coulée continue sont utilisés pour produire des lingots d'aluminium de différents diamètres et spécifications.
Homogénéisation de coulée: utiliser 575 ℃ isolation thermique pour 6 heures pour se rafraîchir rapidement.
Extrusion: Le lingot d'aluminium est chauffé à environ 450 ℃, et les abrasifs requis sont utilisés pour extruder des profils de diverses spécifications et modèles, et la chaleur est dissipée par refroidissement par air ou par eau à grande vitesse, redressage, sciage, et cadrage.
Opportunité: 190 ℃ ~ 195 ℃ isolation thermique pour 3.5 heures de haut en bas, suivi d'une technologie de traitement refroidie par air obligatoire.
Anodisation (coloration): Le profilé en aluminium est anodisé, et l'électrolyte de la batterie au lithium est placé dans l'alimentation. L'anodisation confère aux molécules d'oxygène et aux molécules d'oxygène de fortes propriétés oxydantes, qui sont convertis en une couche de protection Al2O3 de haute qualité sur la surface du profilé en aluminium. Épaisseur de couche, la coloration adopte la technologie de traitement de coloration électrolytique, et les ions métalliques (ions positifs au nickel, ions stanneux positifs) sont ajoutés à l'épaisseur de la couche protectrice Al2O3, de sorte que le film d'oxyde présente une tonalité de couleur différente, et le profilé en aluminium est traité.
Renfort de jointoiement: Ni2, La technologie de traitement des trous de scellage à froid F est adoptée.
Peinture par principe d'électrophorèse: mettre l'anodisé (coloré) profil dans la cuve d'électrophorèse, et branchez l'alimentation électrique pour faire adhérer l'émulsion acrylique à la surface du profilé.
Séchage et solidification: Les profilés peints selon le principe de l'électrophorèse sont séchés et solidifiés à l'air de haut en bas pendant 30 minutes à une température de 180-20 °C.
Peinture par pulvérisation de poudre: La plaque profilée en aluminium est résolue avant le chromage, et le revêtement architectural en poudre est appliqué selon une pulvérisation de poudre électrostatique.
Séchage et solidification: Cuire les profils de revêtements architecturaux en poudre à 200°C pendant dix minutes.
Taillage d'engrenages, enfilage de bandes, et en appuyant: utiliser la technologie de traitement des profilés en aluminium de type bande pour produire des profilés en aluminium calorifuges, et dans un premier temps produire des profilés en aluminium avec des fentes, et utilisez des machines et des équipements de taillage d'engrenages spéciaux pour donner sur les fentes des dents de profondeur de 0,5 à 1,0 mm.. À travers la bande d'étanchéité en polyester pour portes et fenêtres PA66-GF, les deux profilés en aluminium sont combinés avec une presse pour produire des profilés en aluminium d'isolation thermique présentant des propriétés de protection de l'environnement et d'économie d'énergie.
Victory Aluminium est un fabricant professionnel de produits en aluminium,si tu veux aluminium sur mesure,s'il vous plaît contactez-nous sur le web:www.vametalsupply.com , e-mail:sales@vametalsupply.com
 Soutenu par
Soutenu par 